

We cut carbon steel, stainless steel, aluminum,
glass, acrylic, rubber, wood and marble.
We cut carbon steel, stainless steel, aluminum,
glass, acrylic, rubber, wood and marble.
Waterjet Cutting
The waterjet cut is a tool capable of cutting metals and other materials by using a high velocity/pressure waterjet or a mixture of water and abrasive substances.
The process is essentially the same as the erosion caused by water found in nature, but very accelerated and concentrated. It is often used during the manufacture of pieces for machines and other devices, being the best choice when the material to be cut is sensitive to the high temperatures generated by other means.
It has found applications in a diverse number of industries, from mining to aerospace, where the method is used to operations such as cutting, modeling, sculpture and milling.
Operation
The cutter is commonly connected to a high pressure water pump, from which the liquid is ejected, cutting the material cutting the material by sprinkling through a high speed jet. Additives in the form of grains or other abrasive products are also used.
Which Materials Do We Cut?
- • Carbon Steel
- • Galvanized Steel
- • Stainless Steel
- • Aluminum
- • Titanium
- • Plastics and Acrylic
- • Rubbers e Compounds
- • Wood
- • Paper, Leather and Fabrics
- • Glass and Quartz
- • Ceramic
- • Brass
- • Polypropylene
- • Foam
Under technical consultation and analysis.
Work area up to x= 3000 mm and y = 1500 mm
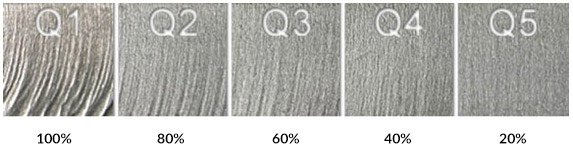
Edge Quality
Edge quality for waterjet cutting parts is set to the numbers 1 through 5. Lower numbers indicate poor finish quality at the edges. Higher numbers indicate softer finishes. For fine materials, the cutting speed difference for quality can be as much as 3 times faster than the speed of Quality 5. For the thicker materials, quality 1 can be 6 times faster than quality 5. For example, 4 "thick aluminum Q5 would be 0.72 ipm (18 mm / min) and Q1 would be 4.2 ipm (107 mm / min), 5.8 times faster.

Future Investment - LGV
Multi-axis cutting
With recent advances in technology and motion control, the cutting of the 5-axis waterjet (abrasive and pure) has become a reality. When the normal axes in a water jet are called X (backward / forward), Y (left / right) and Z (up / down), an axis of system 5 usually adds an axis A (perpendicular angle) and C axes (rotation around the Z axis). Depending on the cutting head, the maximum angle cut for axis A can be anywhere from 55, 60 or in some cases up to 90 degrees vertically. As such, 5-axis cutting opens a wide range of applications that can be machined in a water jet cutting machine.
A 5-axis cutting head can be used to cut the axle 4 pieces where the geometry of the lower surface is shifted to a certain amount to produce the proper angle and the Z axis remains at a height. This may be useful for applications such as weld preparation, where a chamfer angle should be cut on all sides of a part which will be subsequently welded, or for compensation purposes, where the angle of conicity cut is transferred to the waste material - thereby eliminating the spark plug generally found in water jet cutting parts. A head shaft 5 may cut the parts in which the Z axis is also moving along with all other shafts. This 5-axis full-cut can be used for contour cutting on various surfaces of formed parts.
Because of the angles that can be cut, part programs may need to have additional cuts to release the part of the sheet. Attempting to slide a complex piece at a severe angle of a plate can be difficult without proper relief cuts.


Advantages of Waterjet Cutting
Versatility
Due to the nature of the cutting flow can be easily modified, the water jet can be used in almost all sectors exist, there are many different materials that the water jet can cut. Some of them have specific features that require special attention during cutting. Each material will have some characteristics that must be taken into account.
The materials that are commonly used by water jet cutting include: rubber, foam, plastics, composites, stone, tile, metals, food, paper and more. Materials that can not be cut with a jet of water are: tempered glass, diamonds and some types of ceramics.
Water jet cuts are not normally limited by the thickness of the material and are capable of cutting materials from 5mm up to 250mm. The penetration power of these instruments led to the exploration of their use as anti-tank weapons, but due to their short reach and the advent of composite armor, the search was discontinued.
Edge Quality
Availability
Commercial water jet cutting systems are made available by manufacturers worldwide, in a variety of sizes and with water pumps capable of a series of pressures. High pressure water pumps are available from as low as 40,000 psi (276 MPa) to 90,000 psi (621 MPa). We currently use the 60mil psi cutting system.
Process
There are six main features of the water jet cutting process:
• Uses a high speed stream of suspended abrasive particles in a 30,000 - 90,000 psi high pressure water stream, which is produced by a water jet intensifier pump.
• It is used for machining a wide variety of materials, including sensitive to heat, delicate or very difficult materials.
• Does not produce heat damage to the workpiece surface or edges.
• Nozzles are typically made of sintered boride.
• Produces a slope of less than 1 degree in most cuts, which can be reduced or eliminated completely by delaying the cutting process.
Types of Cutting
Stainless Steel, Carbon Steel, Aluminum, Titanium, Brass, Copper,
Wood, Marble, Ceramic, Rubber, Polypropylene, Foam and Many Others.

Waterjet Cutting - Other Stuff

Waterjet Cutting – Stainless Steel

Waterjet Cutting – Marble

Waterjet Cutting - EVA

Waterjet Cutting – Stainless Steel

Waterjet Cutting – Rubber

Waterjet – Aluminum, Bronze and Brass

Waterjet Cutting – Carbon Steel

Technology
Water jet cutting is a tool capable of cutting into metal or other materials using a jet of water at high speed and pressure, or a mixture of water and an abrasive substance. The process is essentially the same as the water erosion found in nature, but very accelerated and concentrated. It is often used during the manufacture of parts for machines and other devices. It is the preferred method when the material to be cut is sensitive to the high temperatures generated by other means. It has found applications in a diverse number of industries from mining to aerospace, where it is used for operations such as cutting, modeling, sculpture, and milling.
History
In 1950, forest engineer Norman Franz experimented with a primitive form of cutting water jet to cut wood. However, technology did not advance noticeably until the 1970s, when Mohamed Hashish created a technique for adding abrasive products for water jet cutting. Today, the jet of water has no parallel in many aspects of the court and has changed the way many products are manufactured. Many types of water jets exist today, including pure water jets, abrasive water jets, percussion water jets, cavitation jets and jets of hybrids.
Operation
The cutter is commonly attached to a high pressure water pump where the water is then ejected from the nozzle by cutting the material by sprinkling with the high speed water jet. Additives in the form of grains or other suspended abrasive products, such as grenade and aluminum oxide, may assist in this process.
Benefits
An important benefit of the water jet cutter is the ability to cut the material without interfering with the inherent material structure since there is no heat affected zone, also known as HAZ. Minimizing the effects of heat allows metals to be cut without harming or altering their properties.
Water jet cutters are also capable of producing more complicated cuts. With specialized software and machinery you can produce complex 3D shapes.
The cut, or width of the cut can be changed by changing the parts in the nozzle, as well as the type and size of the abrasive. A typical abrasive cutting is done with a cut in the range of 0.04 "to 0.05" (1.016-1.27 mm), but may be as narrow as 0.02 "(0.508 mm). usually 0.007 to 0.013 ", but may be as small as 0.003" (0.076 mm), which is approximately the size of a human hair. Very detailed parts can be made in a wide range of applications.
Water jets are capable of achieving the accuracy of 0.005 "(0.13 mm), repeatability and 0.001" (0.03 mm).
Edge Quality
Edge quality for waterjet cutting parts is set to the numbers 1 through 5. Lower numbers indicate poor finish quality at the edges. Higher numbers indicate softer finishes. For fine materials, the cutting speed difference for quality can be as much as 3 times faster than the speed of Quality 5. For the thicker materials, quality 1 can be 6 times faster than quality 5. For example, 4 "thick aluminum Q5 would be 0.72 ipm (18 mm / min) and Q1 would be 4.2 ipm (107 mm / min), 5.8 times faster.

Versatility
Due to the nature of the cutting flow can be easily modified, the water jet can be used in almost all sectors exist, there are many different materials that the water jet can cut. Some of them have specific features that require special attention during cutting. Each material will have some characteristics that must be taken into account.
The materials that are commonly used by water jet cutting include: rubber, foam, plastics, composites, stone, tile, metals, food, paper and more. Materials that can not be cut with a jet of water are: tempered glass, diamonds and some types of ceramics.
Water jet cuts are usually not limited by the thickness of the material and are capable of cutting materials more than eighteen inches (45 cm) thick. The penetration power of these instruments led to the exploration of their use as anti-tank weapons, but due to their short reach and the advent of composite armor, the search was discontinued.
Availability
Commercial waterjet cutting systems are available from manufacturers around the world in a variety of sizes and with water pumps capable of a series of pressures. High pressure water pumps are available from as low as 40,000 psi (276 MPa) to 90,000 psi (621 MPa).
Process
There are six main characteristics of the waterjet cutting process:
- > Uses a high speed stream of suspended abrasive particles in a 30,000 - 90,000 psi high pressure water stream, which is produced by a water jet intensifier pump.
- > It is used for machining a wide variety of materials, including sensitive to heat, delicate or very difficult materials.
- > Does not produce heat damage to the workpiece surface or edges.
- > Nozzles are typically made of sintered boride.
- > Produces a slope of less than 1 degree in most cuts, which can be reduced or eliminated altogether by slowing the cutting process.